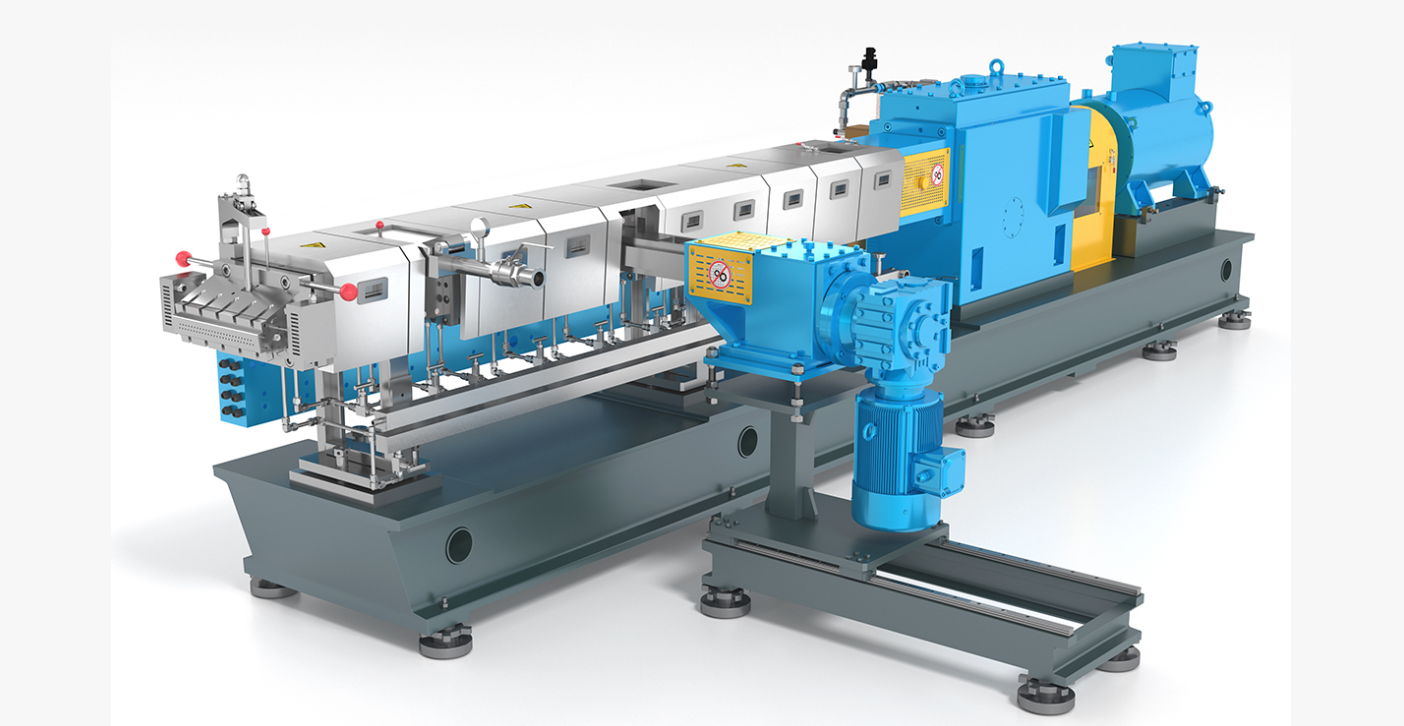
I plast, gummi, sammansatta material och andra industrier påverkar produktionseffektiviteten och energiförbrukningsnivån för extruder av stor kapacitet direkt företagens vinster. KTD stor kapacitet extruderproduktionslinje uppnår en perfekt balans mellan effektiv energibesparing och långsiktig stabil drift genom innovativ design, intelligent kontroll och processoptimering.
1. Tre kärntekniker för effektiv energibesparing
Högtåg och lågenergiförbrukningsskruvdesign
Optimerad trådstruktur:
Anta barriärskruv eller dubbelvågskruvkonstruktion för att förbättra mjukgöringseffektiviteten och minska smälttemperaturfluktuationen (inom ± 1 ° C).
Med höglegeringstålfat ökar slitmotståndet med 3 gånger och utrustningen förlängs livslängden.
Energibesparande effekt:
Energibesparing på 15% ~ 25% jämfört med traditionella extruder (faktiska uppmätta data).
Intelligent temperaturkontrollsystem
Exakt segmenterad temperaturkontroll:
Oberoende PID -temperaturkontrollmodul I 6 ~ 8 zoner ökade svarshastigheten med 50%.
Luftkylvattenkylning med dubbla lägen för att uppfylla olika materialkrav (som PVC kräver strikt temperaturkontroll).
Direktdrivmotorteknologi
Eliminera reduktionsrutan:
Direkt drivskruv, transmissionseffektivitet når 98% (traditionell växellåda är bara 90%).
Buller reduceras till under 75 decibel, lämpligt för rena workshops.
2. Garanti för stabil produktion
Modulär design, bekvämt underhåll
Nyckelkomponenter (som skruvar, värmningsringar) Antar snabbfrisättningstruktur och ersättningstid förkortas med 60%.
Onlineövervakningssystemet varnar för avvikelser såsom bärande vibrationer och motorbelastning i realtid.
Adaptivt matningssystem
Justera automatiskt matningshastigheten enligt återkopplingen av smälttrycket för att undvika "hunger" eller "överbelastning".
Särskilt lämpligt för återvunnet material eller högt fyllda material (såsom kalciumkarbonat som fyller mer än 50%).
Intelligent stötdämpande bas
Den hydrauliska dämpningsanordningen absorberar 80% av vibrationer och skyddar grunden för fabriken.
Kontinuerlig drift i 3000 timmar utan offsetrekord.
3. Underhållspunkter för KTD-extruderproduktionslinje med stor kapacitet
- Dagligt underhåll (varje start/stoppoperation)
Förinstyrningskontroll
Råmaterialförbehandling: Se till att plastpartiklarna är torra och fria från föroreningar för att undvika instabil extrudering orsakad av fukt eller främmande material.
Bekräftelse av utrustningens status: Kontrollera att skruven, fatet och dören inte är skadade, smörjsystemet har tillräcklig olja och värmesystemets temperaturkontrollinstrument är normalt.
Förvärmningsspecifikation: Ställ in temperaturen enligt processkraven och håll varmen i 10-20 minuter efter att du har nått inställningsvärdet för att säkerställa enhetlig uppvärmning.
Övervakning under drift
Parameterspårning: Var uppmärksam på aktuella, tryck och temperaturdata i realtid och justera eller stäng av omedelbart när det är onormalt.
Smörjhantering: Regelbundet fyller på smörjoljan hos reduceraren och lagren och använd fett som uppfyller standarderna.
Stängningsrengöring
Restmaterialborttagning: Använd rengöringsmaterial eller speciella rengöringsmedel för att rengöra skruven och fatet för att förhindra karbonisering.
Kylsystemets underhåll: Efter att ha stängt av uppvärmningen, vänta tills temperaturen sjunker till ett säkert intervall innan du stänger av strömmen för att undvika hög temperaturskada på komponenterna.
- Regelbundet underhåll
Omfattande demontering och inspektion av nyckelkomponenter
Skruv och fat: Kontrollera slitage, reparera eller byt ut skruvar med svårt slitage.
Överföringssystem: Kontrollera bältes/kedjespänning, ren damm och olja och justera till bästa tillstånd.
Kalibrering av elektriska och temperaturkontrollsystem
Uppvärmningselement: Testa känsligheten för uppvärmningsspolar och termoelement och ersätt åldrande komponenter.
Instrumentkalibrering: Kalibrera regelbundet temperaturkontrollinstrument för att säkerställa datan noggrannhet.
Kylsystemunderhåll
Rengöring av skala: Demontera kylvattenledningen, ta bort skalan på innerväggen för att förhindra blockering.
Tätningsinspektion: Byt ut rostiga eller läckande rör.
- Särskilt underhåll av nyckelkomponenter
Skruvunderhåll
Anti-deformationslagring: Häng eller lägg platt när du är ur användning under lång tid för att undvika stötar och deformation.
Ytbehandling: Applicera anti-rostfett efter avstängning för att förhindra oxidation.
Underhåll av reduktionslådan
Växlar och lager: Kontrollera slitage och byt ut kvalificerad smörjolja.
Tätning: Byt ut oljetäckande packningar i tid.
Elektrisk säkerhet
Linjesinspektion: Dra åt lösa anslutningar för att förhindra funktionsfel orsakade av dålig kontakt.
- Specialhantering
Plötsligt strömavbrott: Efter att strömmen har återställts måste det värmas upp till processtemperaturen och hållas varm för att undvika kallstart och skador på skruven.
Utländskt materialhantering: Installera en magnetisk ram på behållaren för att förhindra att metallföroreningar kommer in i fatet.

