Den kontinuerliga skruvextrudern har en hög grad av flexibilitet och automatisering. Användningen av extruderingsbearbetning under polymerbearbetning kan effektivt minska bearbetningskostnaderna, förbättra produktionseffektiviteten och minska avfallsutsläppen.
Även om befintliga extruderare kan klara av den nuvarande smältningen och blandningen av material i skruven, med den ökande graden av industrialisering, kan deras låga uteffekt inte längre möta behoven hos framtida industrier. För att ytterligare förbättra bearbetningseffektiviteten för polymerer är utformningen av storskaliga extruder brådskande.
Men om du direkt designar storskalig utrustning kommer du att möta problem som resursslöseri på grund av otillräcklig designerfarenhet. Därför har den teoretiska forskningen om skruvextruderingsutrustning blivit särskilt viktig.
Likhetsförstärkningsteori är en dimensionslös talgrupp som representerar parametrar relaterade till ett visst fenomen i systemet. När fenomenen i två system är likartade finns det också en viss likhet mellan de relevanta parametrarna. Denna likhet kan bilda en dimensionslös Nummergrupp, det vill säga likhetskriteriet är ett konstant värde. Med utgångspunkt från likhetsteoremet kan man genom att tillämpa de empiriska slutsatser som dras i småskalig utrustning på storskalig produktionsutrustning säkerställa att de dimensionslösa grupperna som produceras i småskalig och storskalig utrustning är lika, och därigenom bibehålla de dimensionslösa formerna av lösningar till olika ekvationer konsekventa. Ändra. För skruvstrukturkonstruktionen av stora dubbelskruvsextrudrar kan liknande förstärkningsteori för extrudrar användas. Denna teori kan utgå från perspektivet av geometrisk likhet och ge en plattform för design genom studiet av parametrisk modellering. Antagandet av denna designmetod kan undvika upprepad modellering, spara designtid och därigenom förbättra produktionseffektiviteten och produktionskvaliteten.
Under de senaste åren har forskning om strukturen hos små extruders diskuterats flitigt, men forskningen om stora extruders är fortfarande i ett utforskande skede. Genom djupgående forskning om de geometriska parametrarna och prestandaindexförstärkningen av den experimentella modellen kan den ge en teoretisk grund för utvecklingen av storskaliga skruvextrudrar, och därigenom förbättra designkvaliteten och framgångsfrekvensen. Den här artikeln syftar till att introducera det aktuella arbetet och framstegen inom detta område från den liknande förstärkningsteorin som är tillämplig på dubbelskruvsextrudrar.
Twin-screw extruder liknande förstärkningsteori
Dubbelskruvextrudrar har bättre blandningsprestanda än enkelskruvsextrudrar. Efter vetenskaplig forskning på liknande amplifieringsteorier för enskruvsextruderare, utökade de den till dubbelskruvsextrudrar. Som visas i figur 2, under förutsättningen att spiralvinkeln (φ) ska hållas oförändrad, viks dubbelskruven ut för att erhålla diameterförhållandet mellan dubbelskruven och enkelskruven, som visas i ekvation (1). Genom att ignorera påverkan av ingreppsområdet (ψ ingreppsvinkeln är ungefär 0), illustreras ytterligare genomförbarheten av tvåskruvsapproximationen till en enkel skruv.
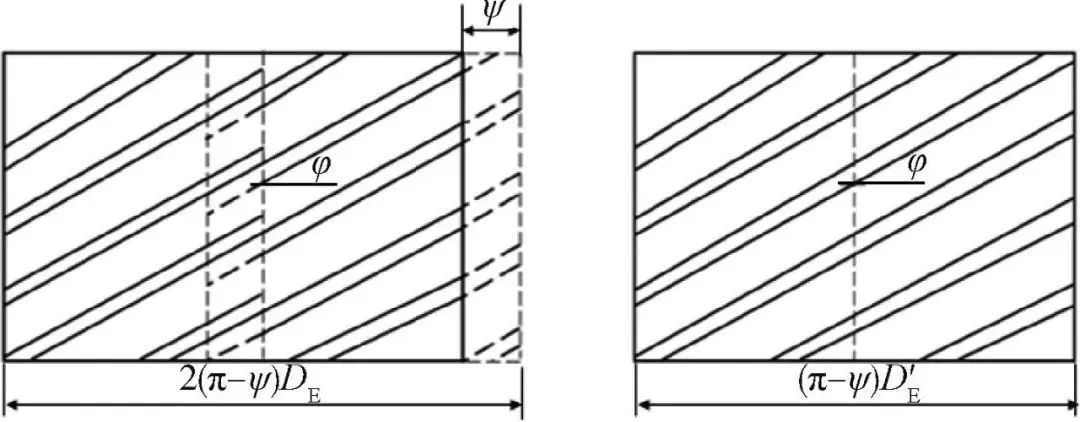
Figur 2 Liknande diagram över tvåskruvs ungefär ekvivalent enskruvsflödeskanal
Blandningsprestanda och säkerhetsstudier av dubbelskruvsextrudrar är viktiga faktorer för framgångsrik extruderdesign. Det är nödvändigt att fastställa amplifieringskriterierna för nyckelparametrar och studera de förstärkta effekterna baserat på numeriska beräkningar. I en dubbelskruvextruder har materialet en delvis fylld sektion och en helt fylld sektion. Liknande förstärkningsteorier som är tillämpliga på enskruvsextrudrar är tillämpliga på dubbelskruvsextrudrar med helt fyllda sektioner. Men när efterfrågan på distribuerade blandningsextrudrar och devolatilization twin-screw extruders ökade, började liknande uppskalningsteorier dyka upp för icke-maskiga dubbelskruvsextrudrar som delvis fyllde kanalområdet. Eftersom fyllningsgraden för dubbelskruvsextrudern är en viktig indikator på skruvtransportkapaciteten, kan dubbelskruvsförstärkningskriteriet delas upp ytterligare enligt de olika fyllningsgraderna för dubbelskruvextruderns flödeskanaler.
01Liknande förstärkningsteori för komplett flödeskanalfyllning
Flödeskanalen är helt full innebär att materialet fylls helt i flödeskanalen utan några luckor. Forskarna fann att längden på den helt fyllda delen av extrudern har en betydande inverkan på uppehållstiden och energiförbrukningen för den extruderade materialsmältan i extrudern. När flödeskanalen är helt fylld är materialegenskaperna mer stabila än när skruven inte är helt fylld. Först när skruven är helt fylld kan konsistensen, kvaliteten och produktionen av extruderade produkter garanteras. Därför antar nuvarande forskares diskussioner om den liknande teorin om dubbelskruvsextrudrar i princip att flödeskanalen är helt fylld.
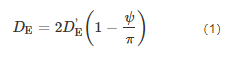
Li Ao gjorde en omfattande jämförelse av liknande amplifieringsmetoder för att helt fylla flödeskanalen och föreslog att förstärkningsmetoden skulle tillämpas på en enkelskruvsextruder på en dubbelskruvsextruder, vilket lägger en teoretisk grund för omvandlingen av stora dubbelskruvsmaskiner. . Berzin et al. tror att värmeöverföringskoefficienten i en fullfylld extruder är mycket kritisk. När förhållandet mellan yta och volym minskar med diametern kommer även extruderns värmeöverföringshastighet att minska. Därför definieras skruven ofta som adiabatisk i simuleringsberäkningsprocessen. tillstånd, med användning av smälttemperatur som ett av utvärderingskriterierna. Eftersom extruderingsprocessen begränsas av värmeöverföring är den erforderliga smälttemperaturen i smältavgivningssektionen inte lätt att uppnå. Därför kan ytterligare experiment och modellering krävas när man använder värmeöverföringsförstärkning. Matic' gjorde en experimentell jämförelse av värmeöverföringsliknande förstärkning och energiliknande förstärkningsmetoder och fann att smälttemperaturen i det delvis fyllda området var lägre och uppehållstiden före och efter förstärkning i det fullt fyllda området var liknande, vilket indikerar att dessa två amplifieringsmetoder är mer lämpade för helt fyllda flöden. I tunneln är blandningsprestandan inuti extrudern bättre vid denna tidpunkt. Som visas i figur 3 undersöktes uppehållstiden och smälttemperaturfördelningen under olika processer, och det visade sig att uppehållstiden och smälttemperaturen i den helt fyllda flödeskanalen hade samma förändringstrend, och den förstärkta smälttemperaturen och uppehållstiden blev bredare, vilket indikerar att Kvaliteten på produkten som produceras efter amplifiering liknar den hos referensmodellen, vilket löser problemet med nedbrytning av den förstärkta produkten. Nakatani trodde att det adiabatiska indexet och det icke-newtonska indexet bestämmer extruderbetingelserna och polymeregenskaperna. Han föreslog en termisk balans liknande förstärkning med användning av uteffektförstärkningsindex som huvudvariabel, och verifierade genomförbarheten av denna metod genom konsekventa smälttemperaturer.
Figur 3 Jämförelse mellan smälttemperatur och lokal uppehållstid före och efter extruderuppskalning
Dubbelskruvsextrudern har bra blandningsfunktion, och blandningseffekten av materialen i dubbelskruvsextrudern bör uppmärksammas efter amplifiering. Qu Wenbin använde blandningslikhetsförstärkningsmetoden för att förstora utformningen av skruvelementen i blandningsdelen av extrudern. Han analyserade blandningsprestanda för olika skruvkonfigurationer i den helt fyllda flödeskanalen och bevisade att förstärkningen av skruvextrudern är baserad på skruvstrukturens geometriska likhet. Sexuellt beteende. Chen föreslog att extrudatkvaliteten bestäms av parametrar som geometriska parametrar, specifik energi, uppehållstidsfördelning, temperatur och tryck, och dessa parametrar bestämmer blandningsfördelningen under extruderingsprocessen. Juan utvecklade och testade genomförbarheten av liknande geometriska kvotförstärkningsregler med hjälp av dubbelskruvsextrudrar med olika diametrar. Han fann att grundläggande processparametrar, materialflöde och skruvhastighet har mycket liten inverkan på materialegenskaperna, medan skruvkonfigurationen har större inverkan. Ovanstående forskning visar att på grundval av bestämning av skruvkonfigurationen kan geometrisk likhetsförstärkning producera uteffekt och uppfylla kraven på konstant blandning, men den har olika temperaturförändringar. Därför kan den omfattande tillämpningen av flera liknande amplifieringsmetoder bättre lösa problemet.
Förutsättningen för den omfattande användningen av flera liknande amplifieringsmetoder är att bestämma den geometriska likheten mellan skruvkonfigurationen och cylinderkombinationen. Sedan, baserat på syftet att förstärka uteffekten i dubbelskruvsindustrin, utförs liknande volymförstärkning, och slutligen beräknas skruvhastigheten för den lilla maskinen omvänt för att bestämma den stora maskinen. Skruvhastighet, flödesfältsimulering används för att bedöma säkerheten för förstärknings- och blandningsprestanda. Dong Zhonghua härledde en amplifieringsteori som kombinerar flera amplifieringsmetoder genom att balansera blandnings- och temperaturfälten mellan material, nämligen omfattande termisk balans och blandning av liknande förstärkning, och tillämpade den i ZSK-seriens mixers. Yue Jinfeng et al. använde en liknande förstärkningsmetod för geometri⁃volym⁃skjuvhastighet för att utföra amplifieringsforskning på mätsektionen för blandade avgaser i stordatorn, och utforskade säkerheten och blandningsprestandan hos den förstärkta modellen. Dessutom, baserat på den liknande utvidgningen av parallella dubbelskruvsextrudrar, har koniska dubbelskruvextrudrar också studerats och diskuterats i detta avseende. Langhorst genomförde olika simuleringar och liknande förstärkning av varje funktionell sektion av den speciella strukturen hos den koniska motroterande dubbelskruvsextrudern. Yin Qingzhen sammanfattade de relevanta parametrarna i form av dimensionslösa konstanter och designade och förstorade de funktionella sektionerna av varje del av den koniska dubbelskruvsextrudern, vilket gav förutsättningar för en stabil drift av den förstorade extrudern. Chen Simeng använde mikroelementmetoden för att diskretisera den koniska dubbelskruvsextrudern för energirika material, etablerade motsvarande förstärkningsteorier för olika funktionella sektioner och gjorde korrigeringar. Sammanfattningsvis kan den konventionella liknande amplifieringsmetoden förstärka specifika parametrar för oberoende funktionella sektioner, men det finns fortfarande brister i den totala förstärkningen av skruvextrudern. Den optimerade liknande amplifieringsmetoden kan användas för att kombinera egenskaperna hos olika funktionella sektioner. Faktisk produktion. Samtidigt är det en viktig verifieringsmetod att använda ortogonal experimentell design för att heltäckande balansera och utvärdera olika parametrar under korrigeringsprocessen för att verifiera genomförbarheten av liknande amplifiering och optimera parameternivån för amplifieringsmodellen.
02 Likhetsförstärkningsteori för partialflödeskanalfyllning
Vid verklig skruvextruderbearbetning kan materialet endast fylla en del av flödeskanalen, men kan inte fylla hela flödeskanalen. Komplexiteten i processen för fyllning av delflödeskanaler är mycket större än enfasflödet när flödeskanalen är helt fylld. När flödeskanalen är delvis fylld kommer flödeshastigheten och skjuvspänningen hos materialsmältan att öka, vilket gör extruderingsprocessen mer komplicerad.
Baserat på egenskaperna hos partiell fyllning i smältavgivningssektionen av en samroterande dubbelskruvsextruder, diskuterade MEIJER kanaldjup, liknande förstärkning av laminärt flöde och liknande förstärkning av värmeöverföring, i fallet med partiell fyllning eller förändringar i viskositet under extruderingsprocessen (icke-isotermiska, icke-newtonska förhållanden) finns det allvarligt flödesläckage. Ganzeveld påpekade att läckageflödet är relaterat till fyllnadsgraden av kammaren i matningszonen. I fallet med partiell fyllning, när antalet fullt fyllda kammare minskar, påverkas läckageflödet och produktionsförstärkningsindexet kommer att minska. Fukuda et al. genomförde motståndsflödestester på proportionellt förstorade transportelement och knådningsblock, och föreslog en liknande förstärkning av det procentuella motståndsflödet för att förstärka flödet genom att hålla det procentuella motståndsflödet för det specificerade elementet konstant.
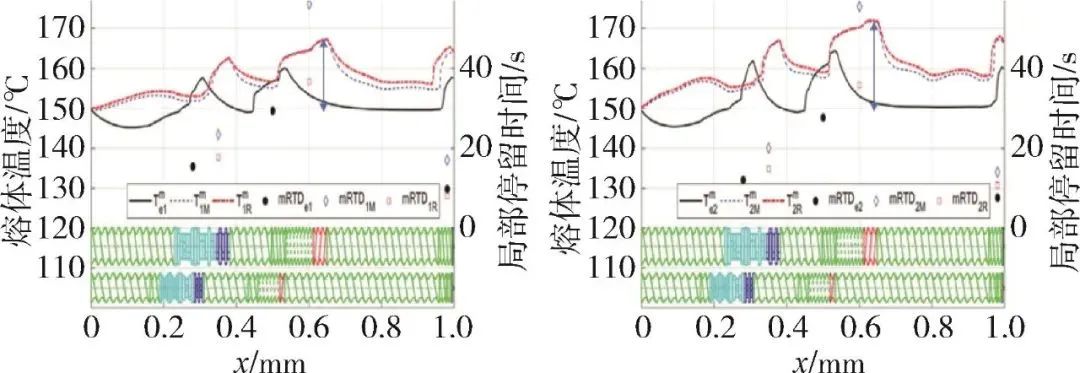
Eftersom en mängd liknande uppskalningsmetoder för fullständig fyllning av skruvextrudrar har föreslagits, har många forskare börjat studera om dessa metoder är tillämpbara i delvis fyllda flödeskanaler. Bigio et al. tror att om den partiella fyllningsgraden och blandningshastigheten för dubbelskruvsextrudern förblir konstant, så kommer liknande uppskalningsmetoder som är tillämpliga på fullständig fyllning att vara lika effektiva för delvis fyllda kanaler. I en liknande uppskalning som föreslås under förutsättningen av fullständig fyllning, har skruvgeometrin ett betydande inflytande på blandningen och flödet som utvecklas i dubbelskruvsextrudern. Dryer et al. föreslog teorin om förstärkning av volymlikhet när skruven till största delen är fylld. Volymlikhetsförstärkningen tar endast hänsyn till den fria volymen av skruvens hela längd och bibehåller samma fyllighet. Genom att använda volymflödeshastigheten som en enda variabel är amplifieringsparameterindexet detsamma som vid fullständig fyllning. Den blandade likhetsförstärkningsmetoden är liknande. Haser bevisade att amplifiering av extruderingsprocessen för olika geometrier kan uppnås baserat på volymlikhetförstärkning, och amplifieringsparametertrenderna är konsekventa. Man kan dra slutsatsen att de tillämpliga amplifieringsmetoderna för att partiellt fylla flödeskanalerna i dubbelskruvsextrudrar för det mesta härrör från att helt fylla flödeskanalerna. Tabell 2 visar liknande amplifieringsmetoder som vanligen används för dubbelskruvextrudrar.
Tabell 2 Egenskaper för vanligt använda liknande amplifieringsmetoder för tvillingskruvar
ansökan
På teoretisk grund har ett stort antal forskare tillämpat likhetsteorin i själva produktionen. Den initiala forskningen användes för att jämföra olika liknande amplifieringsmetoder. Chung genomförde experimentella verifikationer på samma typ av enkelskruvsextruder för universell likhetsförstärkning, värmeöverföringsliknande förstärkning och geometrisk likhetsförstärkning, och fann att efter geometrisk likhet har den uppskalade modellen output. Wang Jianping tillämpade metoden "ekvivalent diameter" för att analysera tre liknande amplifieringsmetoder för smälttransportsektionen i den samroterande dubbelskruvsextrudern, och använde tekniska data för stora dubbelskruvar för att erhålla resultat som är mer överensstämmande med faktiska situationen.
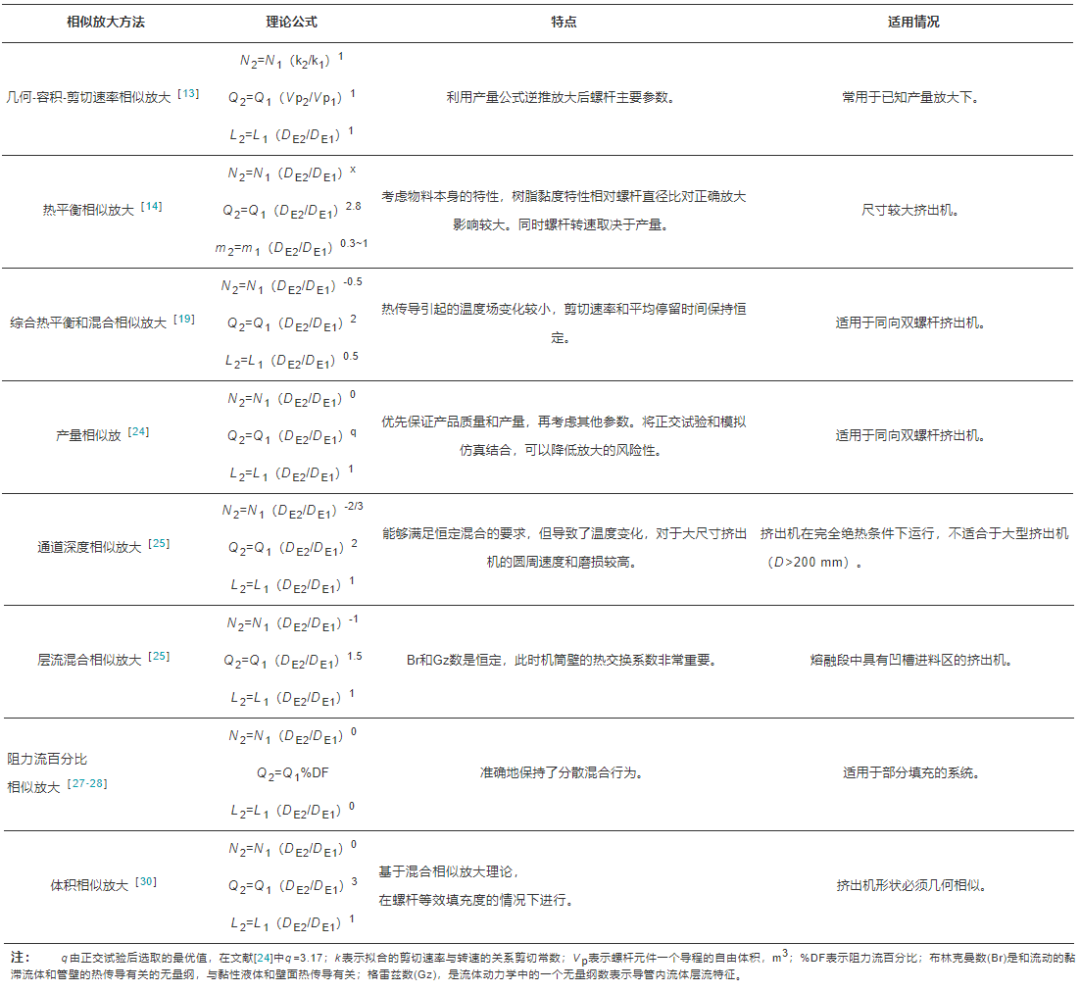
Figur 4(a)~(c) visar jämförelsen av uteffekt, effekt och hastighet med experimentella data under olika förstärkningsmetoder. Det har visat sig att datatrenden för Maddocks liknande amplifieringsmetod ligger närmare experimentdata. På grundval av många befintliga metoder utvecklade Nastaj-teamet ett nytt extruderingsdatoroptimeringssystem för att optimera processen baserat på en global skruvextruderingsmodell för att maximera extruderingseffekten och minimera specifik energiförbrukning. Figur 4(d) är kurvan för material- och processdata erhållna genom att simulera hela extruderdelen. Fyllningsgraden är låg i den fasta transportsektionen och når ett helt fyllt tillstånd efter att den fasta bädden försvunnit. Vid denna tidpunkt uppstår tydliga fluktuationer i tryck och temperatur. Med polyvinylklorid som exempel, verifierade Menge liknande amplifiering vid konstant smälttemperatur och konstant skjuvhastighet i en motroterande dubbelskruvsextruder. Richter erhöll partikelstorleksfördelningen för partiklar vid olika fyllnadsnivåer genom en liknande amplifieringsmetod. Att använda partikelspårning för att verifiera säker blandning i flödeskanalen är för närvarande en effektiv och intuitiv metod.
Figur 4(a)~(c) visar jämförelsen av uteffekt, effekt och hastighet med experimentella data under olika förstärkningsmetoder. Det har visat sig att datatrenden för Maddocks liknande amplifieringsmetod ligger närmare experimentdata. På grundval av många befintliga metoder utvecklade Nastaj-teamet ett nytt extruderingsdatoroptimeringssystem för att optimera processen baserat på en global skruvextruderingsmodell för att maximera extruderingseffekten och minimera specifik energiförbrukning. Figur 4(d) är kurvan för material- och processdata erhållna genom att simulera hela extruderdelen. Fyllningsgraden är låg i den fasta transportsektionen och når ett helt fyllt tillstånd efter att den fasta bädden försvunnit. Vid denna tidpunkt uppstår tydliga fluktuationer i tryck och temperatur. Med polyvinylklorid som exempel, verifierade Menge liknande amplifiering vid konstant smälttemperatur och konstant skjuvhastighet i en motroterande dubbelskruvsextruder. Richter erhöll partikelstorleksfördelningen för partiklar vid olika fyllnadsnivåer genom en liknande amplifieringsmetod. Att använda partikelspårning för att verifiera säker blandning i flödeskanalen är för närvarande en effektiv och intuitiv metod.
Baserat på liknande uppskalning av skruvextrudrar har uppskalningstillämpningar av liknande strukturell utrustning gradvis dykt upp. Utrustning som strängsprutmaskiner för slipskivor, invändiga blandare, raffinörer med dubbelskruvar och kontinuerliga blandare med två rotorer har också börjat konstruera liknande uppskalningsapplikationer. metod. He Xiaoling konstruerade en modell av skivskruvextrudern baserad på blandningslikhetsförstärkning och optimerade samtidigt parametrarna med hjälp av ortogonala experiment och numeriska simuleringar. Chen Kejuan et al. använde likhetskriterierna för geometrisk likhet och konstant maximal skjuvspänning i skruvbearbetningstekniken för att designa en intern blandarmodell. Hu Dongkui jämförde funktionerna och strukturerna hos strängsprutmaskiner med dubbelskruv och raffinörer med dubbla skruv, och fann att raffinörer med två skruv och dubbelskruvar är mest lika överlag, och kan verifieras genom experiment, vilket gör en bättre förståelse av dubbel-. skruvextrudrar. Maskinens design är av stor betydelse. Gong Shuyun använde energiekvivalens som kriterium för att mäta blandningseffekten och föreslog processen och den teoretiska modellen för liknande förstärkningsdesign för blandningsdelen av den kontinuerliga dubbelrotorblandaren. Forskningsidén med liknande förstärkningsmetod får mer och mer uppmärksamhet i branschen.
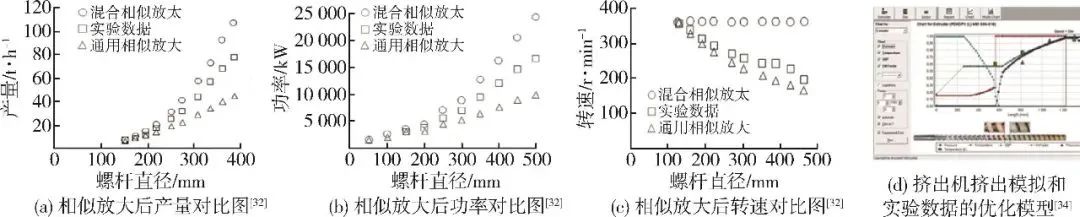
Figur 4 Jämförande analys av liknande amplifieringsteori i faktisk produktion
Slutsats
Liknande uppskalningsdesign och tillämpning av skruvextruderare kan hjälpa till att optimera skruvstrukturen, hastigheten och andra parametrar för extrudern och förbättra extruderns prestanda. Men genom att sammanfatta liknande uppskalningskriterier för skruvextruderare hemma och utomlands de senaste åren kan man konstatera att oavsett vilken metod som används så bygger uppskalningsförsök på att säkerställa säkerheten och blandningen av skruvextrudering.
Skruvsprutmaskiner involverar dock frågor som energiförbrukning, läckage, blandningsprestanda och säkerhet. De existerande liknande amplifieringsmetoderna kan inte maximera sina fördelar. Därför är optimeringen av likhetsstandarder och förstärkningsfaktorer mycket viktig. Framtida forskning bör ytterligare utforska tillämpningspotentialen för likhetsteori för optimering av extruderstruktur och processparametrar, och utveckla motsvarande praktiska verktyg och metoder för att tillhandahålla mer kompletta lösningar för mer noggrann formning, design och applicering av stora extrudrar. teoretiskt stöd.

